Tel
0086-755-29991176

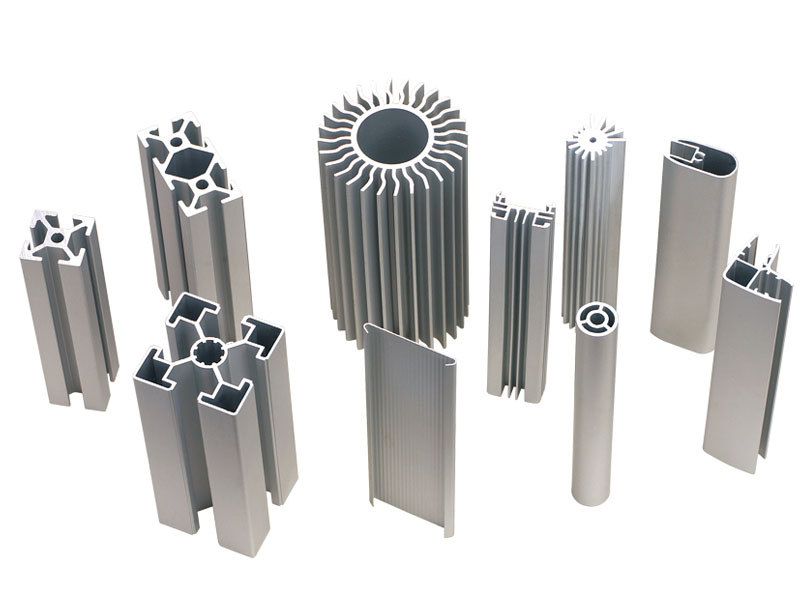
Para el ensayo de la matriz de extrusión de aluminio de alta densidad, la primera varilla de aluminio debe ser una varilla de aluminio corta o una varilla de aluminio puro de 150 - 200 mm. Antes de probar la matriz de extrusión de aluminio, el Centro de extrusión de la extrusora de aluminio debe ajustarse de manera que el eje de extrusión, el barril y la salida de la matriz estén en la misma línea central. La temperatura de calentamiento de la varilla de aluminio debe estar entre 480 ℃ y 520 ℃ durante la prueba de extrusión de aluminio y el proceso de producción normal. La temperatura de calentamiento del molde de extrusión de aluminio
se controla alrededor de 480 ℃ de acuerdo con la temperatura normal del molde. El tiempo de conservación del calor de la matriz plana de 200 mm o menos no será inferior a 2 horas. Si se trata de un molde separado, el tiempo de conservación del calor debe ser superior a 3 horas; Para moldes de extrusión de aluminio de más de 200 mm de diámetro, mantener la temperatura durante 4 - 6 horas para asegurar la uniformidad entre la temperatura del núcleo y la temperatura externa de moldes de extrusión de aluminio. antes de probar la matriz de extrusión de aluminio o la producción, el contenedor interior del cilindro debe limpiarse con una Junta de limpieza de cilindros y debe comprobarse el funcionamiento normal de la extrusora después de secarse. Cuando se pruebe la matriz de extrusión de aluminio o se inicie la producción, el engranaje automático de la extrusora se cerrará y el interruptor de cada sección se reiniciará a cero. Comience lentamente a partir de la presión mínima y retire el material durante aproximadamente 3 - 5 minutos. La presión se controla principalmente en el proceso de llenado de aluminio. El control de presión está dentro de 100kg / cm2 y los datos del amperímetro están dentro de 2 - 3a. En general, 80 - 120 kg / cm2 pueden descargarse y acelerarse lentamente. En el proceso de producción normal, la velocidad de extrusión se ve afectada por una presión inferior a 120 kg / cm2.
en el proceso de ensayo o producción de la matriz de extrusión de aluminio, si se produce el bloqueo de la matriz, la desviación de los dientes, la velocidad y la desviación de la velocidad es demasiado grande, debe detenerse inmediatamente, y el punto de descarga de la matriz, para evitar la chatarra de la matriz. En el proceso de ensayo de la matriz de extrusión de aluminio o en la producción de aluminio, el puerto de descarga debe ser desbloqueado y el soporte de amortiguación o la estanqueidad de sujeción debe controlarse razonablemente de acuerdo con las condiciones de descarga. Observe cualquier situación anormal en cualquier momento y maneje a tiempo. En caso de parada, debe detenerse inmediatamente.
cestas de montaje de perfiles de aleación de aluminio deben ser estandarizadas, incluyendo la colocación racional de tiras de cojín para evitar daños a los perfiles. La temperatura de envejecimiento de los perfiles de aluminio se controla a 190 ± 5℃ y se mantiene caliente durante 2,5 - 4 horas. El aire debe enfriarse después de salir del horno.

 English
English 日本語
日本語 한국어
한국어 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt ไทย
ไทย slovenčina
slovenčina